ngôn ngữ
ngôn ngữ
Thoạt nhìn, van có ít bộ phận, cấu tạo đơn giản và độ chính xác trung bình. Là một bộ phận đơn giản trong ngành công nghiệp máy móc, nhưng bộ phận làm kín lõi của van có yêu cầu đặc biệt cao. Quá trình sản xuất van phức tạp và khó về mặt kỹ thuật. Chúng ta cần chú ý đến những đặc điểm nào của quá trình?
1. Vật liệu sản xuất
Do sự đa dạng và thông số kỹ thuật của các loại van, ví dụ, các loại van thông thường bao gồm van cổng, van cầu, van một chiều, van bi, van bướm và van điều khiển thủy lực; van công nghiệp bao gồm van điện từ, van điều chỉnh, van giảm áp, van nhiệt độ cao và áp suất cao, van nhiệt độ thấp và các loại van đặc biệt khác, được sử dụng trong các lĩnh vực khác nhau của nền kinh tế quốc dân và các trường hợp sử dụng của chúng rất khác nhau, chẳng hạn như nhiệt độ cao và Áp suất cao, nhiệt độ thấp đông lạnh, dễ cháy và nổ, môi trường độc hại cao, ăn mòn mạnh và các điều kiện làm việc khác, đặt ra các yêu cầu khắc nghiệt về vật liệu của van.
Ngoài gang, thép cacbon và thép kết cấu hợp kim, thép không gỉ CrNi, thép nitrit CrMoAl, thép chịu nhiệt CrMoV, thép chịu axit CrMnN, thép cứng kết tủa, thép không gỉ duplex, thép nhiệt độ thấp, hợp kim titan, và Monel cũng được sử dụng rộng rãi. , Inconel, Hastelloy và cacbua G0CrW. Tính chất đúc, hàn và gia công của các vật liệu hợp kim cao này rất kém, gây khó khăn lớn cho quá trình sản xuất. Ngoài ra, hầu hết các vật liệu này đều là vật liệu quý hợp kim cao, có độ bền cao, độ cứng cao nên việc lựa chọn vật liệu, chuẩn bị vật liệu, mua sắm gặp rất nhiều khó khăn. Một số nguyên vật liệu khó mua và cung cấp do số lượng sử dụng ít.
2. Cấu trúc của trống đúc
Hầu hết các phôi van là vật đúc vỏ mỏng có cấu trúc phức tạp, không chỉ yêu cầu chất lượng hình thức bên ngoài tốt, mà chất lượng bên trong dày đặc, cấu trúc kim loại tốt và không được có các khuyết tật như lỗ rỗng, lỗ co ngót, lẫn cát và vết nứt. . Do đó, quá trình đúc phức tạp và công nghệ nhiệt luyện gặp nhiều khó khăn. Trong ngành công nghiệp máy móc, độ khó của việc đúc phôi trống vỏ mỏng chịu áp lực của van phức tạp và khó hơn rất nhiều so với việc đúc các bộ phận cơ khí khác.
3. Công nghệ gia công
Bởi vì hầu hết các vật liệu có độ bền cao, độ cứng cao và chống ăn mòn cao có hiệu suất cắt kém, chẳng hạn như thép không gỉ hợp kim cao và thép chịu axit, chúng có nhược điểm là độ dai, độ bền cao, tản nhiệt kém, độ nhớt phoi cao và xu hướng gia công cứng mạnh. Khó đạt được độ chính xác và độ hoàn thiện kích thước theo yêu cầu, điều này mang lại những khó khăn nhất định cho các công cụ, quy trình và thiết bị gia công. Ngoài ra, bề mặt làm kín van có yêu cầu cao về độ chính xác khi gia công, góc ăn khớp, độ nhẵn và cặp làm kín ăn khớp, điều này mang lại độ khó lớn cho quá trình gia công.
4. Quy trình bố trí các bộ phận van
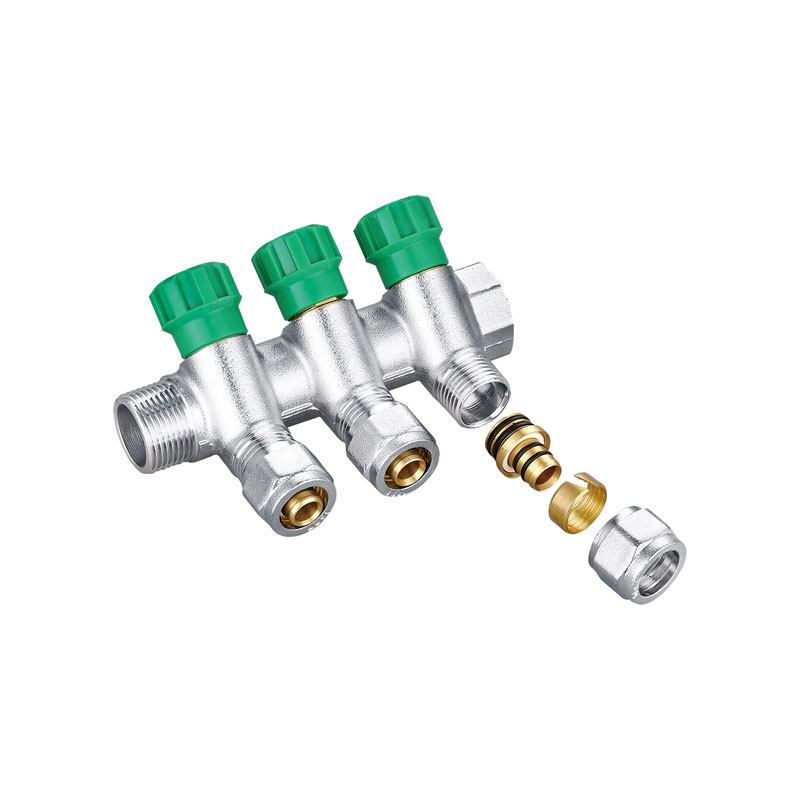
Số lượng các bộ phận chính của van ít, kết cấu tương đối đơn giản, độ chính xác gia công của hầu hết các kích thước không cao, bên ngoài tương đối thô, tạo cho người ta ấn tượng về một cỗ máy đơn giản. Trên thực tế, bộ phận bịt kín tim của van cực kỳ chính xác. "Ba độ" (độ phẳng, độ nhẵn, độ cứng) của bề mặt làm kín rất cao, và độ ăn khớp của cặp làm kín bao gồm hai bề mặt làm kín phải đạt từ 0 đến 0. Để đáp ứng kiểm tra độ kín khí không rò rỉ. Loại tiêu chuẩn thô này để Van góc bằng đồng mạ crom cổ điển đảm bảo yêu cầu chính xác từ 0 đến 0 của tim là khó khăn công nghệ lớn nhất trong quá trình xử lý van.
5. Kiểm tra và kiểm tra van
Van là bộ phận điều chỉnh đóng mở quan trọng của đường ống áp lực, điều kiện làm việc của đường ống áp lực rất khác nhau, chẳng hạn như nhiệt độ cao và áp suất cao, nhiệt độ thấp và nhiệt độ đông lạnh, dễ cháy nổ, độc hại cao và ăn mòn mạnh. Tuy nhiên, các điều kiện thử nghiệm và kiểm tra để chế tạo van không thể đáp ứng các yêu cầu tương tự về điều kiện làm việc. Các tiêu chuẩn thử nghiệm van trong nước và quốc tế quy định rằng thử nghiệm được thực hiện với môi chất là khí hoặc nước trong các điều kiện gần với nhiệt độ bình thường. Có một nguy cơ tiềm ẩn cơ bản, đó là các sản phẩm van vượt qua thử nghiệm thông thường của nhà máy có thể khó đáp ứng yêu cầu sử dụng do các vấn đề như lựa chọn vật liệu, chất lượng đúc và hư hỏng phớt trong điều kiện làm việc thực tế khắc nghiệt. tai nạn chất lượng.